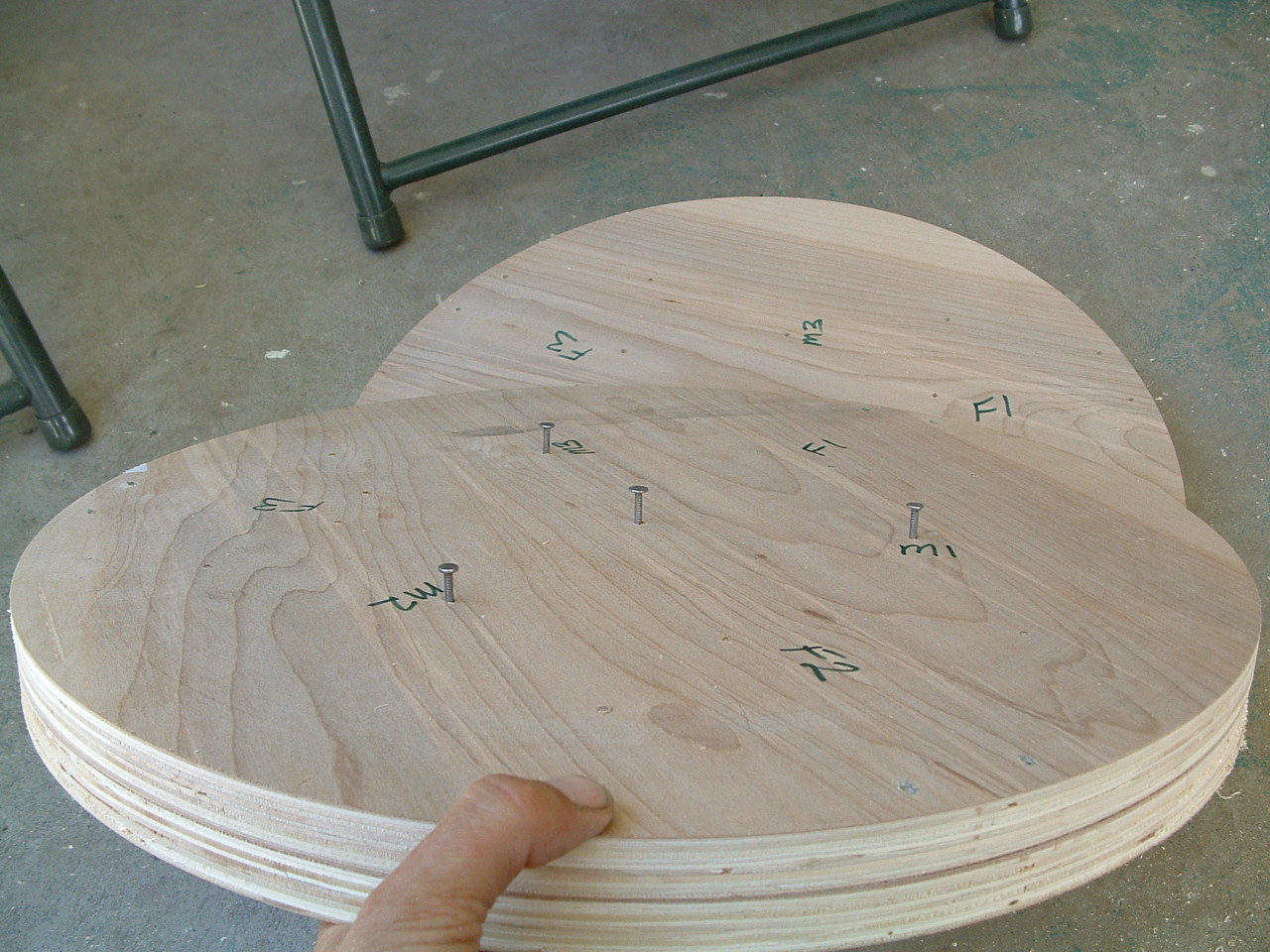
After the four main rings and one aft ring were cut using a router the
holes were laid out.
All holes were drilled with an 1/8" drill bit to serve as the pilot
holes.
Nail were put though the holes to keep each piece in perfect alignment
with the other.
All-thread holes
Eighteen 3/8" holes were drilled for the all-thread.
Motor holes
Three 6" holes were cut into each ring for the main motors.
Here they are all done.
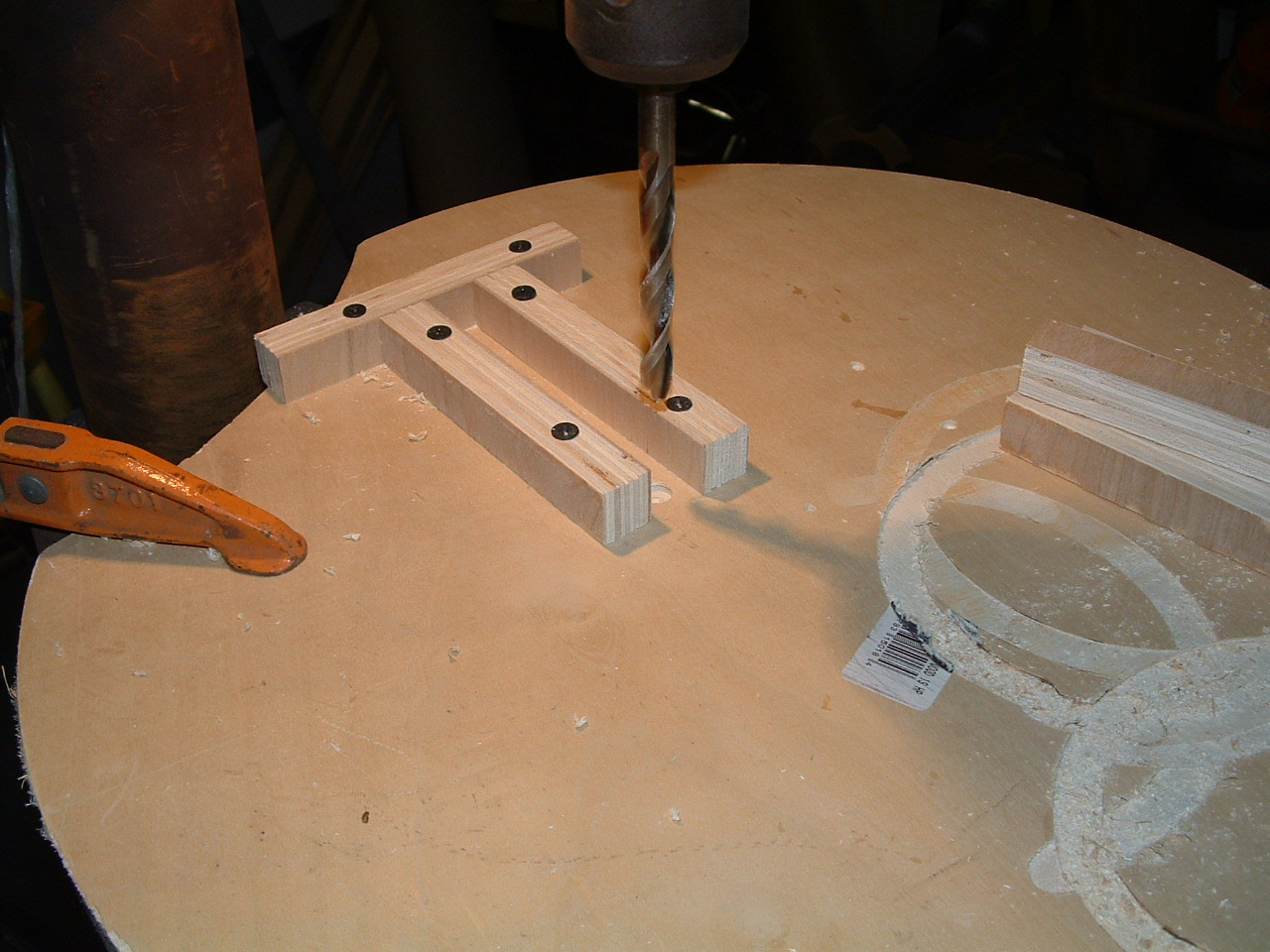
Fin supports
A jig was setup to drill the 48 fin supports.
The piece was inserted into the jig, and the first holes drilled.
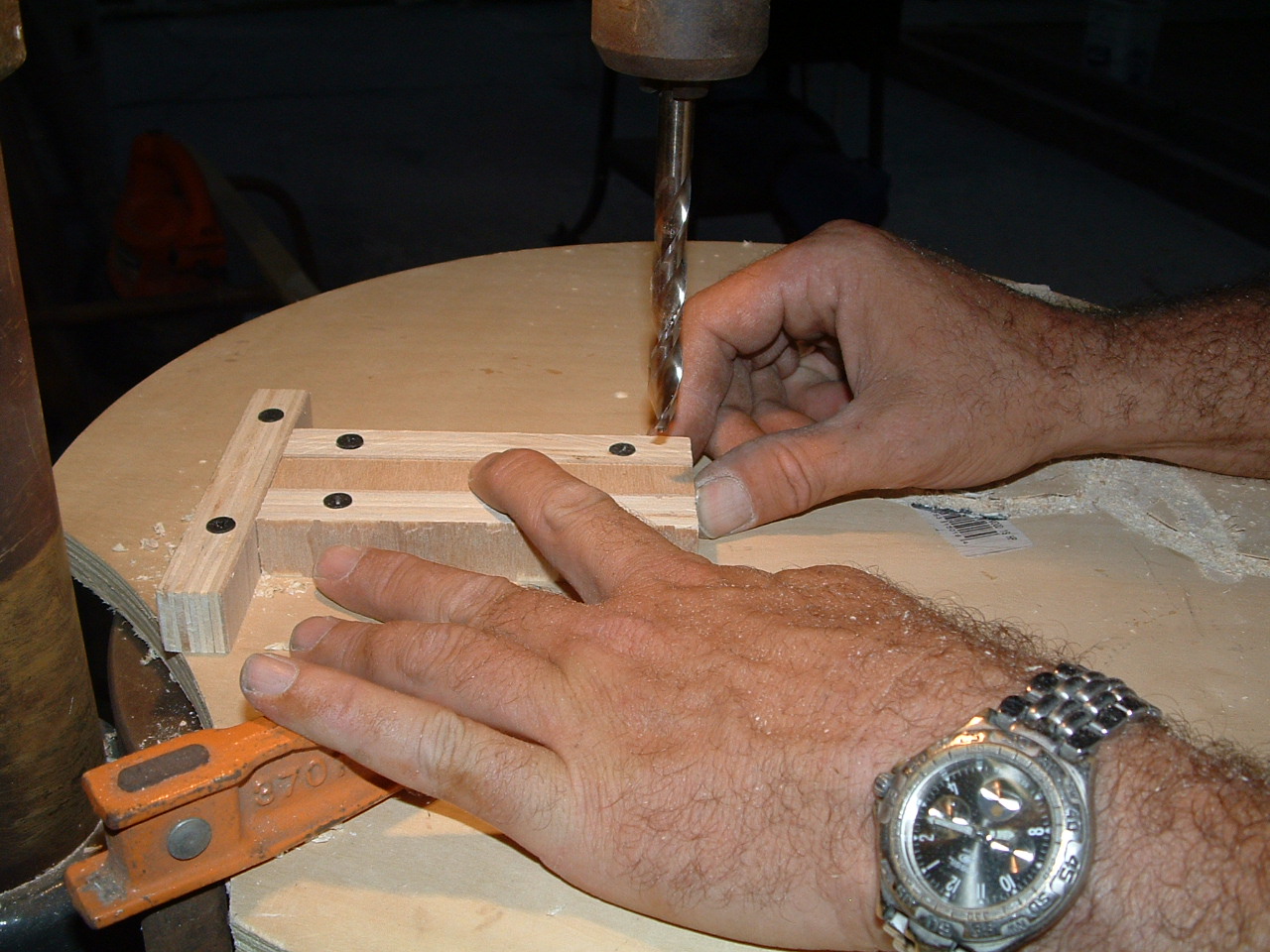
Flipping the piece around let me drill the second hole.
The use of a jig really speeded up this entire process.
The last photo shows the placement of the fin supports.
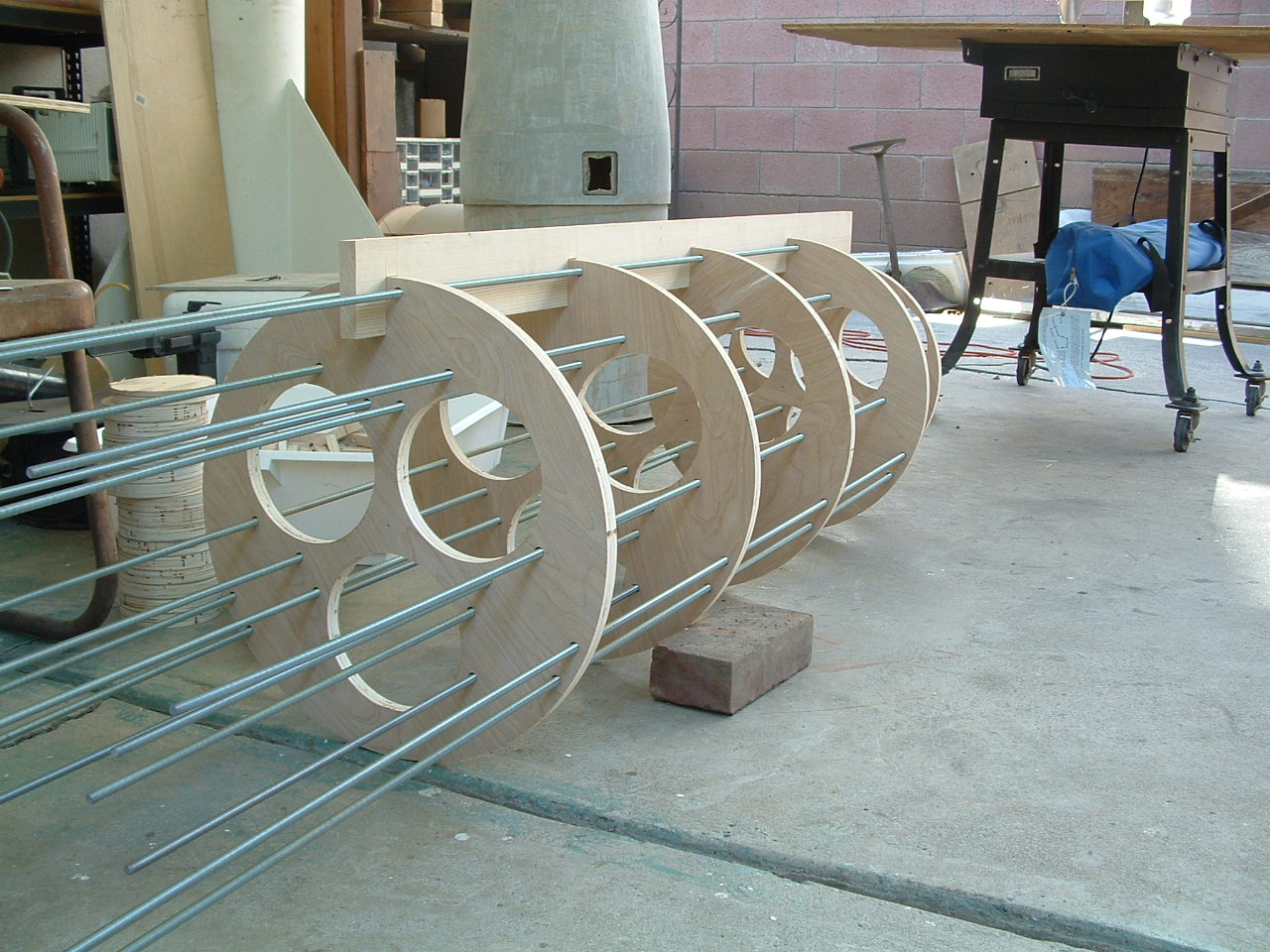
All-Thread test fit
An alignment tool was made by taking a a piece of wood and cutting the
five fin slots into it.
This will be used to ensure all rings are spaced equally.
The following shot show a test assemble of the 5/16" all-thread and
the five rings.
For problems or questions regarding this web contact
WebMaster@BlackBrant2.com
This page looks best when viewed on my computer and was last updated
on
01/24/09
THE BLACK BRANT PROJECTon the verge of insanity